Melt Flow Indexer: Testing Methods, Molecular Behaviour, and Its Role in Plastics Processing
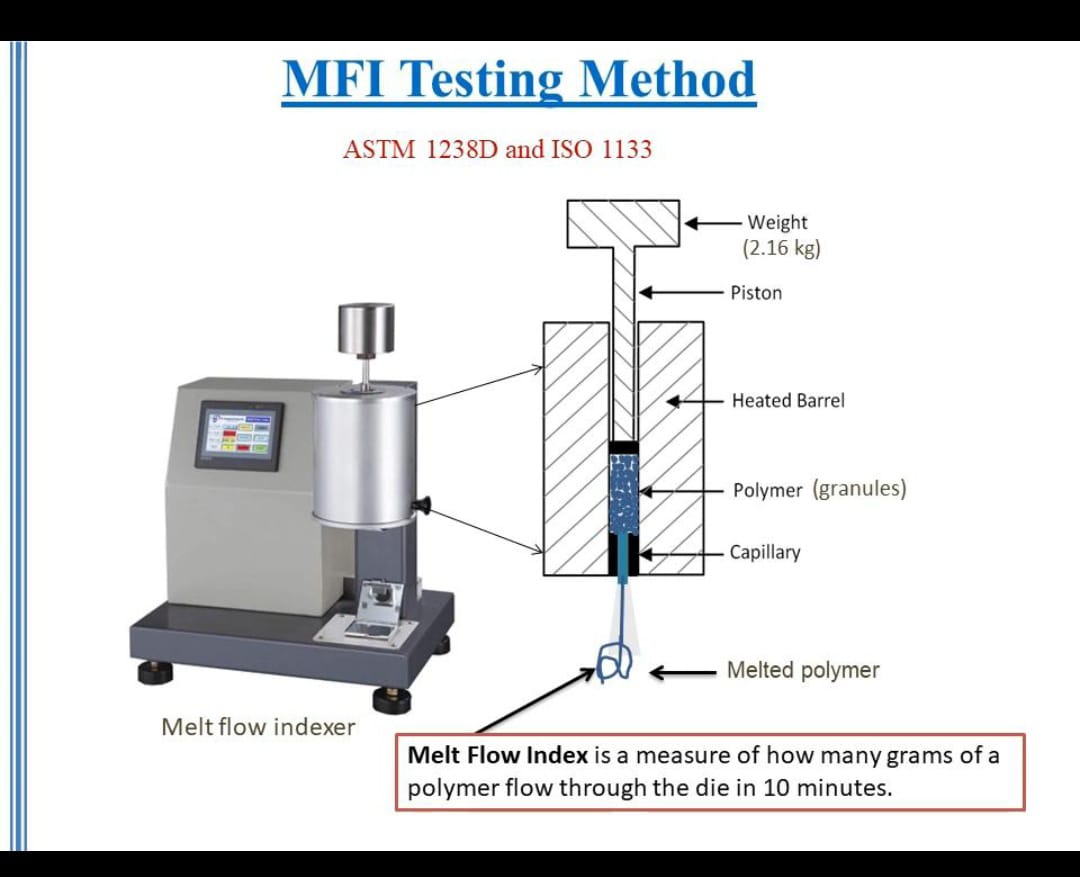
Figure 1. A melt flow indexer showing the weight, piston, heated barrel, polymer charge, capillary die, and melted extrudate, tested according to ASTM D1238 and ISO 1133.
1. Introduction: A Small Test With Large Implications
Among the many quality checks that take place inside a polymer laboratory, few provide as much insight for as little effort as the melt flow index test. Within minutes, a technician can produce a single figure that reveals a great deal about how a resin will behave once it reaches a hopper, a screw, or a mould cavity. That figure, known as the Melt Flow Index and commonly shortened to MFI, ranks among the most frequently cited values on any polymer datasheet, rivaled in prominence only by density.
On the surface, the procedure appears almost too simple to be useful. A measured quantity of plastic granules is placed inside a heated steel cylinder, a weighted piston is lowered onto the softened material, and the mass of polymer forced through a narrow capillary within a set period is recorded. This simple mechanical activity shows a lot about the structure of molecules, the history of heat exposure, and how well something can be processed. This article explores what the MFI test actually measures, how it is performed in practice, and why its result carries weight at every stage of the plastics value chain, from resin production through compounding, conversion, and recycling.
2. What Exactly Does the MFI Test Measure?
Melt Flow Index is formally defined as the mass of molten polymer, expressed in grams, that passes through a standardized capillary die over a ten minute interval under a fixed temperature and applied load. Because different polymer families soften and flow at different temperatures, test conditions vary by material; polyethylene is typically evaluated at 190°C under a 2.16 kilogram weight, while polypropylene is more often tested at 230°C under the same load, with other resins using their own specific combinations. The two governing international standards are ASTM D1238, widely used across North America, and ISO 1133, its counterpart applied throughout most of the rest of the world. Both describe essentially the same physical principle, differing only in minor procedural details.
At its core, the MFI value offers an indirect measure of how readily a polymer melt flows under load. A resin that produces a large mass of extrudate within ten minutes is, by definition, a low viscosity material that flows easily and therefore carries a high MFI number. A resin that barely advances through the die over the same period is a high viscosity material that resists flow and therefore carries a low MFI number. Grasping this inverse relationship between the reported figure and the practical stiffness of the melt is essential before interpreting any MFI result.
3. Inside the Test: Equipment and Procedure
A melt flow indexer, also called an extrusion plastometer, has a vertical heated barrel, a piston that fits tightly inside, some weights that are measured exactly, and a capillary die that is carefully made and placed at the bottom of the barrel. Modern instruments add digital temperature controllers, touchscreens, automatic timers, and even automated cutting and weighing systems to reduce variability between operators, although the fundamental mechanics have remained largely unchanged since the test was first standardized decades ago.
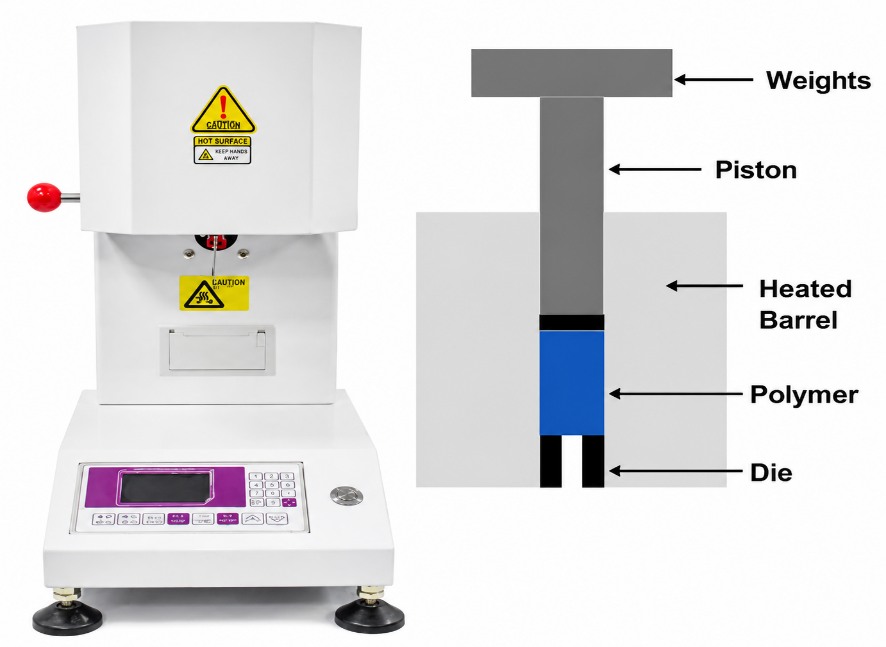
Figure 2. A benchtop melt flow indexer alongside a simplified cutaway showing the weights, piston, heated barrel, polymer charge, and die, the essential components common to virtually every MFI instrument.
The testing sequence follows a broadly consistent pattern regardless of instrument brand. First, the barrel is allowed to stabilize at the temperature specified for the polymer under test, since even a few degrees of deviation can noticeably alter the flow reading. Once thermal equilibrium is confirmed, a preweighed charge of dried granules, typically between four and eight grams, is carefully added to the barrel through a small funnel, with care taken to avoid trapping air pockets that could distort the result.

Figure 3. Polymer granules being loaded into the heated barrel of a melt flow indexer prior to testing.
After a short residence period allows the pellets to melt fully, the piston is inserted and the appropriate weight is placed on top. The polymer is allowed to reach thermal equilibrium within the barrel before the operator releases the piston, letting it descend under the applied load. Extrudate emerging from the capillary is cut at fixed time intervals, or, on automated systems, tracked and measured continuously, and the mass extruded per ten minutes is calculated and reported as the MFI value in grams per ten minutes.

Figure 4. A laboratory grade melt flow indexer installed on a bench alongside auxiliary sample preparation equipment.
Because the results can be affected by moisture, dirt, drying of the sample, and how the pellets are placed into the machine, labs usually do multiple tests on each sample and then report the average result, while following strict preconditioning and drying protocols for moisture sensitive resins such as nylon and PET.
4. MFI as a Window into Molecular Weight
Polymers consist of long chains built from repeating monomer units, and the length of those chains, expressed as molecular weight, governs nearly every mechanical and rheological property a plastic displays. Long chains become physically entangled with one another, much like a tangled ball of string, and this entanglement resists the sliding motion required for the material to flow. Shorter chains, in contrast, slide past one another far more readily.
This simple physical picture explains why MFI correlates so strongly, though inversely, with average molecular weight. A resin built from long, heavily entangled chains resists extrusion through the capillary and registers a low MFI, while a resin composed of shorter chains flows rapidly and registers a high MFI. Because determining absolute molecular weight through techniques such as gel permeation chromatography is time consuming and requires specialized laboratory equipment, the plastics industry has long relied on MFI as a quick, practical, and inexpensive proxy for molecular weight and chain length during routine quality checks.
5. The Link Between MFI and Melt Viscosity
Melt viscosity describes the internal resistance a molten polymer offers when forced to flow or deform, and it stands as one of the most important parameters governing how a resin behaves inside processing machinery. Viscosity increases as molecular weight rises, since longer and more entangled chains are inherently harder to shear and move. Conversely, viscosity decreases as temperature and shear rate increase, because added thermal energy and mechanical agitation help chains slip past one another more easily.
MFI serves as a single point, low shear approximation of this viscosity behavior. A polymer with a low MFI has high melt viscosity and therefore greater resistance to flow along with greater melt strength once it leaves a die or nozzle. A polymer with a high MFI has low melt viscosity, flows with comparatively little resistance, and generally exhibits lower melt strength. Because processors must match a resin's viscosity behavior to the specific mechanical demands of their equipment, including screw speed, injection pressure, and die geometry, the MFI figure becomes an essential first checkpoint before a material is ever run in production.
6. Detecting Polymer Degradation Through MFI Testing
Polymers face several degradation mechanisms during their processing history, including thermal breakdown from prolonged heat exposure, oxidative attack from atmospheric oxygen, and mechanical shear degradation inside extruder screws and injection units. In most common thermoplastics, these mechanisms cause chain scission, in which long polymer chains break into shorter fragments. Since shorter chains flow more easily, chain scission shows up as a rise in MFI, often accompanied by measurable losses in tensile strength, impact resistance, and elongation at break.
A smaller number of polymer systems respond to degradation in the opposite direction. Under certain thermal or oxidative conditions, some resins undergo crosslinking, in which chains become chemically bonded to one another rather than broken apart. Crosslinking increases effective molecular size and entanglement, raising melt viscosity and correspondingly lowering the measured MFI. Whichever direction the shift takes, comparing a freshly measured MFI value against the resin's original specification gives quality engineers an early, low cost warning that a batch of material has been thermally or mechanically compromised somewhere along its processing history.
7. MFI's Central Role in Plastics Recycling
The rapid growth of recycled content plastics has placed even greater emphasis on MFI as a screening tool. Post consumer and post industrial regrind is inherently variable: it may already have been processed multiple times, exposed to varying thermal histories, contaminated with foreign polymers, or blended from mixed feedstock sources. MFI testing gives recyclers a quick way to check batch to batch consistency before committing material to a production run, to flag possible contamination when a reading deviates sharply from expectation, and to gauge how much degradation a regrind stream has already suffered relative to virgin resin.
This same measurement also underpins the practical work of blending. When recyclers combine reclaimed material with virgin polymer to hit a target specification, they use MFI as the tuning parameter: adding a lower MFI virgin resin to a degraded, high MFI regrind stream, or the reverse, allows the blended batch to be brought back within an acceptable processing window. Without this simple, repeatable test, consistent use of recycled content at meaningful volumes would be far more difficult to achieve.
8. Matching MFI to Processing Method
Different conversion processes place very different demands on melt flow behavior, and resin producers formulate, or select, grades accordingly.
- Injection moulding generally favors higher MFI, free flowing grades, since the melt must rapidly fill complex mould geometries, thin walls, and long flow paths before it cools and solidifies.
- Fibre spinning likewise benefits from higher MFI resins, which extrude smoothly through fine spinnerets without excessive back pressure.
- Extrusion of pipe, sheet, and profile products favors lower MFI, higher viscosity grades, because the melt must hold its shape immediately after leaving the die rather than sagging or deforming under its own weight.
- Blow moulding similarly relies on lower MFI resins so that the extruded parison retains enough strength to be inflated into a bottle or container without thinning unevenly or tearing.
- Film extrusion favors controlled, typically moderate to low MFI grades that balance easy processing with the melt strength needed to maintain a stable, uniform film bubble or cast web.
Selecting a resin with an MFI outside the process window suited to a given machine often results directly in visible defects: excessively high MFI material run on an extrusion line may sag, drip, or fail to hold dimensional tolerance, while excessively low MFI material forced through an injection mould may produce short shots, unfilled sections, high internal stress, and poor surface finish.
9. Why MFI Requirements Differ Across Polymer Families
Every polymer family carries its own characteristic MFI expectations, shaped by its end use requirements and inherent chemistry.
- High density polyethylene used for pressure pipe applications is specified with deliberately low MFI grades, since pipe walls must resist long term hydrostatic stress and slow crack growth, both of which depend on high molecular weight and high melt strength.
- Polypropylene spans an unusually broad MFI range because it is used across such a wide variety of processes; a moulder selects the specific MFI grade primarily to balance cycle time against surface finish and mechanical performance.
- Polyethylene terephthalate is particularly sensitive to hydrolytic degradation, so a rise in MFI on a PET sample is frequently used as a direct signal that the resin absorbed moisture and degraded, whether during storage, drying, or processing.
- Engineering plastics such as polyamides, polycarbonate, and acetal copolymers require tightly controlled MFI windows because these materials are typically moulded into precision parts where dimensional accuracy, wall consistency, and mechanical reliability leave very little tolerance for melt flow variation.
10. Typical MFI Ranges Across Common Polymer Families
While exact figures vary by grade and by producer, technical datasheets across the industry cluster around characteristic ranges for each major polymer family, giving engineers a useful frame of reference when a certificate of analysis lands on their desk without wider context.
- Low density and linear low density polyethylene film grades commonly fall between roughly 0.3 and 2 grams per ten minutes, reflecting the melt strength needed to maintain a stable film bubble.
- High density polyethylene pipe and blow moulding grades are typically formulated below about 1 gram per ten minutes, while HDPE injection moulding grades may run from around 5 up to 20 grams per ten minutes or higher.
- General purpose polypropylene homopolymer for injection moulding often ranges from roughly 10 to 40 grams per ten minutes, whereas PP grades intended for fibre spinning or thin wall packaging can exceed 60 grams per ten minutes.
- Polystyrene grades for general purpose moulding typically sit between about 2 and 20 grams per ten minutes depending on the desired balance of flow and impact performance.
- Engineering resins such as polycarbonate and polyamide are usually formulated within tighter, application specific bands, commonly single digits to low double digits, reflecting the precision demanded by their end uses.
These figures should be treated as general orientation rather than fixed rules, since additive packages, copolymer content, and specific grade design can shift any individual product outside these broad bands. Nonetheless, comparing a measured result against these rough industry benchmarks is often the fastest first step in judging whether a batch looks unusual.
11. Industry Applications Across Manufacturing Sectors
The influence of MFI testing extends across virtually every industry that touches plastics, though the specific stakes differ from sector to sector.
- Packaging: converters producing films, closures, and thin wall containers rely on tightly controlled MFI to guarantee consistent cycle times on high speed production lines and to avoid costly downtime from mould filling issues.
- Automotive: interior trim, under bonnet components, and structural plastic parts often use engineering resins where even a small margin of MFI variation can affect dimensional tolerances and long term durability under heat and vibration.
- Construction: PVC and polyolefin pipes, fittings, and profiles depend on carefully specified low MFI grades to withstand decades of pressure loading and environmental exposure without premature failure.
- Medical devices: single use medical components moulded from polypropylene or polycarbonate require both consistent flow behavior for precision moulding and freedom from degradation that could compromise sterility packaging or mechanical function.
- Electronics and appliances: enclosures and housings moulded from ABS, polycarbonate blends, and flame retardant compounds must maintain narrow MFI tolerances to achieve consistent wall thickness and surface finish across high volume runs.
Across every one of these sectors, the underlying principle remains the same: MFI serves as the fastest available checkpoint confirming that incoming resin will behave as expected on the specific equipment it is destined for.
12. MFI Matching in Masterbatch Manufacturing
Colour and additive masterbatches are concentrated carrier systems designed to be let down into a base resin at the point of processing, and their performance depends heavily on how well their own melt flow behavior matches that of the polymer they will be blended into. When a masterbatch carrier has a similar MFI to the base resin, the two materials melt and mix together evenly inside the extruder or moulding machine screw, producing uniform colour dispersion and stable, predictable processing behavior.
A significant MFI mismatch, on the other hand, can leave the masterbatch poorly dispersed within the base polymer, leading to visible streaking, speckling, or uneven colour distribution in the finished part, along with pressure fluctuations and inconsistent output at the machine. For this reason, masterbatch producers routinely test and publish MFI values so that converters can select a carrier resin appropriate to their specific base polymer grade.
13. Quality Control and Broader Industrial Value
Beyond its scientific interest, MFI testing earns its place on virtually every incoming goods inspection sheet and outgoing quality certificate in the plastics industry because it delivers immediate, actionable value. It confirms that each incoming batch of resin matches the supplier's stated grade before that batch is committed to an expensive production run. It helps identify processing problems at their source, distinguishing a poor part caused by an out of specification resin from one caused by incorrect machine settings. It supports formal compliance with international specifications such as ASTM D1238 and ISO 1133, which are frequently referenced directly in customer purchase agreements and material certificates.
Perhaps most importantly, routine MFI monitoring across a production line allows engineers to catch drift before it becomes a costly problem. A gradual upward creep in MFI readings on an extrusion line, for example, may reveal that residence times in the barrel are creeping too high, or that regrind content is being incorporated at a higher ratio than intended, long before finished parts begin failing inspection.
14. Variables That Influence a Reported MFI Value
Because MFI is measured under a specific, standardized set of conditions, small changes to any one of those conditions can shift the reported figure considerably, which is why laboratories must control test parameters as tightly as the material itself.
- Test temperature: even a few degrees of deviation changes melt viscosity and therefore the flow rate measured.
- Applied load: a heavier weight forces more material through the die per unit time, producing an artificially higher reading if the wrong weight is used.
- Underlying molecular weight and molecular weight distribution of the resin itself.
- Residual moisture content, particularly critical for hygroscopic polymers such as PET, nylon, and polycarbonate.
- Fillers, reinforcing fibres, plasticisers, and processing aids blended into the compound.
- Thermal history: how many times, and under what conditions, the material has previously been melted and reprocessed.
- Level of recycled content and the presence of any cross contaminating polymers.
Recognising these variables is essential for correctly interpreting a result: a shift in MFI does not automatically mean the base resin has changed, and experienced quality engineers always consider testing conditions, sample history, and formulation before drawing conclusions from a single reading.
15. Summary: How Molecular Weight, Viscosity, MFI, and Flow Interact
The relationships described throughout this article can be condensed into a simple, practical reference that connects molecular weight, melt viscosity, MFI, and flow behavior to typical end use applications.
| Molecular Weight | Melt Viscosity | MFI | Flowability | Typical Application |
|---|---|---|---|---|
| High | High | Low | Low | Pipes, films, blow moulded parts |
| Medium | Medium | Medium | Moderate | General purpose moulded goods |
| Low | Low | High | High | Injection moulding, fibre spinning |
16. Instrument Calibration, Maintenance, and Common Sources of Error
An MFI result is only as trustworthy as the instrument that produced it, and a surprising share of disputed or inconsistent readings trace back not to the polymer but to the condition of the test equipment itself. Routine calibration of barrel temperature against a certified reference thermometer, verification of applied weight masses, and regular inspection of the capillary die for wear or deposit buildup are all essential to maintaining measurement confidence over time.
- Barrel and die contamination: residue from a previous sample, especially a highly pigmented or filled compound, can bleed into the next test and skew results; thorough cleaning between runs with an appropriate brush and purge material is standard practice.
- Die wear: the capillary bore is machined to a tight tolerance, and gradual wear from abrasive fillers such as glass fibre or calcium carbonate can enlarge its effective diameter over time, artificially inflating flow readings unless the die is periodically inspected and replaced.
- Weight accuracy: standard weights should be checked periodically, since even a small deviation directly changes the applied load and therefore the extrusion rate.
- Timing and cutting technique: in manual cut and weigh testing, operator technique in cutting extrudate at exact time intervals introduces a further source of variability that automated piston tracking measurement is specifically designed to reduce.
- Sample preparation: inconsistent drying, uneven pellet size, or trapped air during loading can each introduce noise into an otherwise reliable test.
Laboratories that maintain a disciplined calibration and maintenance schedule, supported by regular participation in inter laboratory round robin testing where possible, are best positioned to generate MFI data that customers and internal quality teams can rely on with confidence.
17. Automation and the Move Toward Industry 4.0 Testing
Melt flow testing has followed the broader trend across analytical laboratories toward automation and digital connectivity. Where earlier instruments demanded a technician to manually cut extrudate strands at timed intervals and weigh each one on a separate balance, contemporary systems increasingly integrate automatic cutting mechanisms, inline optical or laser based extrudate measurement, and direct digital reporting.
These automated systems reduce operator dependent variability, shorten the time required per test, and, perhaps most valuably for larger manufacturing operations, allow results to be logged automatically into laboratory information management systems or plant wide quality databases. This connectivity supports statistical process control, letting quality engineers track MFI trends across shifts, production lines, or supplier batches in real time and flag emerging drift long before it results in defective parts. As manufacturing facilities continue to invest in broader digital quality infrastructure, melt flow testing is increasingly treated not as an isolated benchtop check but as one data stream feeding a much larger, connected quality picture.
18. ASTM D1238 versus ISO 1133: Key Practical Differences
Although ASTM D1238 and ISO 1133 describe the same fundamental physical test, converters who sell into both American and international markets need to be aware of several procedural distinctions between the two standards, since a certificate quoting one method is not always directly interchangeable with a specification written against the other.
- Measurement approach: ASTM D1238 traditionally favors the manual cut and weigh procedure known as Method A, timing and weighing extrudate segments by hand, whereas ISO 1133 places somewhat greater emphasis on automated, displacement based measurement using a travelling piston sensor.
- Reported units: both standards report results in grams per ten minutes, but ISO 1133 also formally supports the closely related Melt Volume Rate, expressed in cubic centimetres per ten minutes, which is especially useful for filled or reinforced compounds where density varies between samples.
- Die dimensions and tolerances: the two standards specify capillary dies with extremely similar but not perfectly identical dimensional tolerances, which can introduce very small but measurable differences between laboratories following different standards.
- Conditioning requirements: ISO 1133 tends to include somewhat more detailed guidance on sample predrying and conditioning for moisture sensitive resins, reflecting its broader international user base and wider range of climatic testing conditions.
In day to day quality work, the practical takeaway is straightforward: whichever standard a purchase specification calls out, the testing laboratory must follow that method's exact temperature, load, die dimensions, and timing requirements, and any comparison between results generated under different standards should be treated with appropriate caution.
19. Melt Volume Rate: A Closely Related Measurement
Many modern melt flow indexers can report not only the traditional mass based MFI figure but also Melt Volume Rate, or MVR, which measures the volume of molten polymer extruded in ten minutes rather than its mass. MVR is calculated from the same test run by tracking the distance the piston travels over a fixed time interval and multiplying that displacement by the known cross sectional area of the barrel.
The advantage of MVR becomes clear when testing filled or reinforced compounds, such as glass fibre reinforced polypropylene or heavily pigmented masterbatches, where the density of the melt can differ noticeably from an unfilled base resin. Because MVR is a volumetric measurement, it is not distorted by these density differences in the way that a simple mass based MFI figure can be, making it a more reliable point of comparison across compounds with different filler loadings. Many technical datasheets today quote both figures side by side, MFI in grams per ten minutes and MVR in cubic centimetres per ten minutes, giving processors a more complete picture of melt behavior.
20. Frequently Asked Questions
Is a higher MFI always better?
Not at all. A higher MFI simply means the material flows more easily under the specific test conditions used; whether that is desirable depends entirely on the intended process and application. A high MFI grade that is excellent for thin wall injection moulding would likely be entirely unsuitable for blow moulding a large container, where low MFI and high melt strength are needed instead.
Can two resins with the same MFI behave identically in production?
Not necessarily. MFI is measured at a single, relatively low shear rate and does not fully capture how a polymer behaves at the much higher shear rates typical of extrusion screws and injection nozzles. Two resins can register an identical MFI yet still show different processing behavior if their molecular weight distributions differ significantly, since a broad distribution and a narrow distribution can average out to the same single point flow value while responding very differently under real production shear conditions.
How often should MFI be tested in a production environment?
Practice varies by industry and by the criticality of the application, but incoming goods testing of every new resin lot, combined with periodic in process sampling on long production runs, is a common baseline. Facilities that use significant recycled or regrind content often test more frequently, given the greater batch to batch variability typical of reclaimed material.
Does MFI testing damage or waste much material?
The test consumes only a small charge of resin, typically in the range of four to eight grams per determination, making it an inexpensive and low waste method of quality verification relative to the value of the production batch it protects.
21. Conclusion
The melt flow index test occupies a rare position in polymer science: it is simple enough to run in minutes on inexpensive benchtop equipment, yet rich enough in information to guide decisions about material selection, process troubleshooting, degradation monitoring, and recycled content quality across the entire plastics supply chain. By translating complex molecular scale behavior, including chain length, entanglement, and viscosity, into a single, repeatable number, MFI testing bridges the gap between polymer chemistry and practical, everyday manufacturing performance.
For polymer producers, compounders, processors, and recyclers alike, a solid working understanding of what MFI measures, how it is tested, and what a shift in its value actually implies remains one of the most valuable pieces of technical knowledge in the plastics industry, a small test whose consequences reach every corner of the value chain, from resin pellet to finished product.
