Recycling Plastics: Quality Control Tests and Essential Laboratory Equipment
1. Introduction
Plastic recycling now sits at the center of modern manufacturing. As industries lean less on virgin raw material and more on recovered polymer, recycled plastics have found their way into packaging, automotive parts, consumer goods, construction products, electrical components, and countless other applications. Beyond cutting pollution, recycling stretches petroleum resources further, keeps material out of landfills, lowers carbon output, and supports a genuinely circular economy.
Recycled plastic behaves differently from virgin resin. It arrives from many different waste streams, each carrying its own mix of polymer composition, processing history, contamination, additives, and moisture. Small differences in these traits can show up as molding defects, uneven mechanical performance, rough surfaces, dimensional drift, or a shorter service life.
The solution is a careful quality check process that begins when the materials arrive and goes on through every step after that. By tracking physical, mechanical, thermal, and chemical properties, manufacturers can confirm consistency, catch contamination early, fine tune their processing settings, and make sure the finished plastic actually meets the standard it needs to.
None of that happens without a properly built testing laboratory. Fitted with the right instruments, a lab gives engineers the accurate, repeatable data they need to decide whether a batch is fit for use, how a process should be adjusted, and whether a product will hold up. The payoff shows up as better manufacturing efficiency, less waste, lower costs, and customers who trust what they are buying.
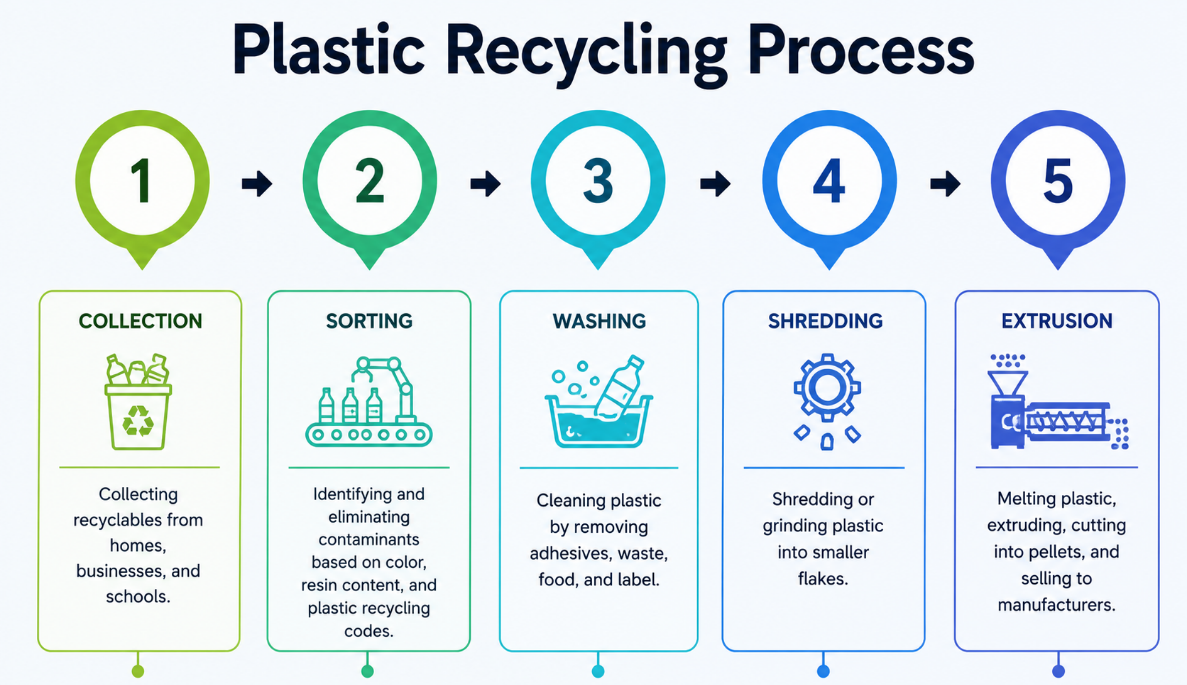
Figure 1. A typical plastic recycling process, from waste collection through to finished recycled products.
2. Why Quality Control Is Essential
Because recycled plastic is pulled from many different sources, it often carries impurities, mixed polymers, residual moisture, leftover pigment, or degraded polymer chains. Skip the testing and those variations turn into real production problems: downtime, inconsistent output, wasted material, and rising costs.
A solid quality control program checks every batch before it reaches the production line, confirming that the material has the physical, mechanical, thermal, and chemical properties its intended use demands. Catching a problem early means it can be corrected before it becomes a defect, which keeps production running smoothly and material loss to a minimum.
In practice, a good quality control program sets out to accomplish the following:
- Keep batches consistent from one production run to the next.
- Confirm polymer type and material grade.
- Catch contamination from foreign material or mixed plastics.
- Monitor moisture levels before material enters processing.
- Evaluate mechanical strength and durability.
- Check thermal stability and processing behavior.
- Meet ASTM, ISO, and customer requirements.
- Cut down on defects, rework, and manufacturing cost.
- Improve product reliability and customer satisfaction.
A recycler that builds this kind of program into daily operations can consistently turn out material that meets industrial performance requirements while keeping production efficient and environmental impact low.
3. A Complete Picture of Quality Control Testing
A quality control laboratory runs a wide range of tests, each aimed at a distinct material characteristic that influences how the material processes, how it performs, or how long it lasts. Taken together, these tests give a full picture of a recycled plastic before it ever enters production.
The table below shows the main tests that are usually done in a standard plastic recycling lab, along with the tools used for each test.
| Quality Control Test | Test Equipment |
|---|---|
| Melt Flow Index (MFI / MFR) | Melt Flow Index Tester |
| Density and Specific Gravity | Density Balance / Densimeter |
| Moisture Content | Moisture Analyzer (Halogen or Infrared) |
| Ash Content | Muffle Furnace |
| Tensile Strength and Elongation at Break | Universal Testing Machine |
| Flexural Strength (Bending Strength) | Universal Testing Machine with Three Point Bend Fixture |
| Impact Strength (Izod and Charpy) | Impact Tester, Pendulum Type |
| Hardness (Shore D) | Shore Hardness Tester (Durometer) |
| Carbon Black Content | Carbon Black Content Tester / Muffle Furnace |
| Carbon Black Dispersion | Carbon Black Dispersion Analyzer / Optical Microscope |
| Polymer Identification (FTIR Spectroscopy) | FTIR Spectrometer |
| Thermal Analysis (Differential Scanning Calorimetry) | Differential Scanning Calorimeter |
| Thermogravimetric Analysis (TGA) | Thermogravimetric Analyzer |
| Oxidation Induction Time (OIT) | DSC Analyzer |
| Color Measurement | Spectrophotometer / Colorimeter |
| Contamination Analysis | Optical Microscope |
| Heavy Metal Analysis | XRF Spectrometer (X Ray Fluorescence) |
| Bulk Density | Bulk Density Apparatus (Funnel and Graduated Cylinder) |
| Particle Size Distribution | Sieve Shaker with Standard Sieves |
| Vicat Softening Temperature (VST) | Vicat Softening Point Tester |
| Heat Deflection Temperature (HDT) | HDT / Vicat Tester |
| Environmental Stress Crack Resistance (ESCR) | ESCR Tester / Controlled Temperature Bath |
| Odor Evaluation | Odor Test Chamber / Sensory Panel |
| Volatile Matter Content | Hot Air Oven / Forced Convection Oven |
| Water Absorption | Water Absorption Test Setup |
| Rheological Properties | Torque Rheometer / Capillary Rheometer |
4. Understanding the Major Categories of Testing
The tests above group naturally into five broad categories based on the material property each one evaluates. This grouping makes it easier to see what each set of tests contributes to overall product quality.
| Category | What It Reveals |
|---|---|
| Physical Testing | Flow behavior, density, moisture content, bulk density, and particle size, all of which shape how the material processes and performs. |
| Mechanical Testing | Tensile strength, flexural strength, impact resistance, hardness, and crack resistance under stress. |
| Thermal Analysis | Melting behavior, thermal stability, heat resistance, and how the polymer holds up under repeated heating. |
| Chemical Identification | Polymer type, contamination, carbon black content, and the presence of restricted heavy metals. |
| Appearance and Performance | Color consistency, odor, water absorption, and other traits that affect how a finished product looks and feels. |
The sections that follow look at each category in more detail, explaining why it matters and how it fits into the broader quality picture.
4.1 Physical Property Testing
Physical testing is usually the first stage of evaluation in a recycling laboratory. These tests establish the basic characteristics of a recycled material before it moves into production. Because recycled plastics come from so many different waste streams, physical properties can vary a great deal depending on the source, the recycling method used, the level of contamination, and the material's processing history.
Running these tests early lets manufacturers catch inconsistencies before they turn into processing problems, and confirms that a batch actually meets the specification required for its intended use. The core physical property tests include melt flow index, density and specific gravity, moisture content, bulk density, and particle size distribution. Individually each test measures something different, but together they describe how a material will behave during extrusion, injection molding, blow molding, and other processing steps.
Melt Flow Characteristics
How molten plastic flows is one of the most important variables in processing. Material with flow characteristics that run too high or too low can cause unstable processing, poor mold filling, excess pressure, or inconsistent part dimensions. Melt flow testing tells a manufacturer whether a recycled batch has the viscosity a given process needs, and can also reveal polymer degradation caused by repeated recycling. A sudden shift in melt flow often points to thermal degradation, broken molecular chains, or contamination from an incompatible polymer. Keeping melt flow consistent improves machine output, cuts defects, and keeps product quality uniform.
Density and Material Identification
Density is one of the simplest ways to tell polymers apart and confirm that a material is what it claims to be, since every polymer occupies a fairly narrow density range. An unexpected density reading can point to fillers, foreign polymer, moisture, or other contamination. Testing density regularly lets a manufacturer verify incoming material and avoid mixing incompatible plastics during production, which in turn supports better sorting and higher product quality.
Moisture Control
Moisture content is another factor that strongly influences how a recycled material processes. Many polymers pick up moisture from the air during storage and transport, and if that moisture is not removed before processing, it can trigger hydrolytic degradation, leading to bubbles, silver streaks, rough surfaces, weaker mechanical properties, and shorter service life. Routine moisture testing confirms that material has been properly dried, which matters most for moisture sensitive polymers such as PET, nylon, polycarbonate, and ABS. Controlling moisture reduces defects, cuts material waste, and stabilizes processing.
Bulk Density and Particle Size
Bulk density and particle size distribution affect how material feeds, stores, mixes, and moves through conveying systems. Uniform particle size supports even melting and steady flow through extrusion and injection molding, while inconsistent particle size can cause uneven melting or unstable processing. Bulk density, meanwhile, affects hopper capacity, feeding efficiency, and storage requirements. Tracking both characteristics helps a manufacturer run production more smoothly and avoid material handling headaches.
Benefits of Physical Property Testing
- Better material identification and sorting.
- More consistent processing.
- Improved machine performance.
- Less production downtime.
- Lower scrap and rejection rates.
- More efficient use of material.
- Higher and more consistent product quality.
Physical property testing is, in short, the foundation that the rest of a recycling quality program is built on.
4.2 Mechanical Property Testing
Mechanical testing looks at how well a recycled plastic can withstand the forces it will meet during manufacturing, shipping, and everyday use, covering strength, flexibility, toughness, stiffness, hardness, and long term durability. Because repeated processing cycles can alter a polymer's molecular structure, recycled material can perform quite differently from virgin resin, so regular mechanical testing helps a manufacturer track those changes and confirm a material is still suited to its intended application.
The main mechanical tests are tensile strength, elongation at break, flexural strength, impact strength, Shore hardness, and environmental stress crack resistance. Together they give a complete read on the structural integrity of a recycled material.
Tensile Performance
Tensile testing measures how much force it takes to stretch a material until it fails, giving insight into tensile strength, elongation, and elastic behavior. These figures tell a manufacturer whether a recycled material is strong enough for a structural application. Weaker tensile performance often signals degradation, contamination, or too many recycling cycles. Keeping tensile properties consistent ensures a finished product can carry its intended load safely over its service life.
Flexural Performance
Many plastic parts bend rather than stretch during normal use, so flexural testing measures a material's resistance to bending and its stiffness under load. Automotive panels, furniture, construction products, and appliance housings all need enough flexural strength to avoid permanent deformation or outright failure. Tracking flexural properties lets a manufacturer optimize part design while keeping dimensional stability intact.
Impact Resistance
Impact testing measures how well a material absorbs sudden shock without cracking or breaking. Recycled plastics used in packaging, automotive parts, protective equipment, and consumer goods regularly take accidental impacts during handling and use, and a material with poor impact resistance can fail unexpectedly, creating damage or safety risks. Routine impact testing helps a manufacturer choose the right recycled material for demanding uses and keep product reliability consistent.
Surface Hardness
Hardness testing measures how well a surface resists indentation, scratching, and abrasion. Adequate hardness supports durability, wear resistance, and a good surface appearance over a product's life, and also gives an indirect read on stiffness and processing consistency. Because hardness testing is quick, repeatable, and does not damage the sample, it is a common part of routine inspection.
Environmental Stress Crack Resistance
Some plastic products face continuous mechanical stress while exposed to chemicals, detergents, oils, or harsh environmental conditions. Environmental stress crack resistance testing measures a material's ability to resist cracking under that combination of pressures. Poor performance here can lead to early product failure even when standard mechanical strength looks fine, which is why this test matters so much for containers, chemical storage tanks, piping, automotive parts, and other products used in demanding settings.
Benefits of Mechanical Property Testing
- Confirms product strength and durability.
- Detects degradation caused by repeated recycling.
- Reduces product failures during service.
- Improves manufacturing consistency.
- Supports compliance with customer specifications.
- Guides product development and material selection.
- Builds confidence in recycled plastic applications.
A thorough mechanical testing program lets a manufacturer consistently produce recycled plastic products that hold up to both functional and quality demands across a wide range of industrial uses.
4.3 Thermal Analysis
Thermal analysis matters because it shows how a recycled polymer will respond to heat, both during processing and later in service. Most thermoplastics pass through extrusion, injection molding, blow molding, or thermoforming at elevated temperatures, so understanding thermal behavior is essential for choosing the right processing conditions and keeping product quality steady.
Repeated recycling, prolonged exposure to high processing temperatures, and ordinary aging can all alter a polymer's molecular structure, which may lower thermal stability, change melting behavior, reduce heat resistance, or speed up degradation. Thermal analysis catches these changes before the material reaches production.
The main thermal tests are differential scanning calorimetry, thermogravimetric analysis, heat deflection temperature, Vicat softening temperature, and oxidation induction time, and together they reveal how a recycled material will perform under heat.
Melting and Crystallization Behavior
Understanding how a recycled material melts and crystallizes is essential for stable manufacturing, since variation in these properties can affect cooling rates, cycle times, dimensional accuracy, and strength. Thermal analysis shows whether a recycled material still behaves the way it originally did or has changed after repeated heating and cooling, letting processors fine tune machine settings, boost productivity, and reduce defects.
Thermal Stability Assessment
Thermal stability describes how well a material resists breaking down when exposed to elevated temperatures during manufacturing or later use. Material that starts to decompose at lower than expected temperatures can develop discoloration, unpleasant odor, weaker mechanical strength, or unpredictable processing behavior. Assessing thermal stability lets a manufacturer set safe processing temperatures and minimize degradation, which matters especially for engineering plastics and high performance polymers used in demanding applications.
Heat Resistance Evaluation
Many plastic products spend long periods in hot environments, and components used in automotive, electrical, construction, and industrial settings need to keep their shape and mechanical properties under those conditions. Heat resistance testing checks whether a recycled material can withstand thermal loading without excessive deformation or loss of structural integrity, and the results guide material selection for applications that demand long term thermal performance.
Oxidation Resistance
Repeated processing and long term service can cause plastics to oxidize, gradually weakening the polymer and shortening product life. Oxidation resistance testing measures how well a recycled material withstands that kind of degradation, providing useful information about durability, storage stability, and long term performance under demanding conditions.
Benefits of Thermal Analysis
- Identifies appropriate processing temperatures.
- Tracks thermal degradation across multiple recycling cycles.
- Improves dimensional stability in finished parts.
- Strengthens heat resistance and service performance.
- Supports material selection for different applications.
- Reduces defects caused by thermal instability.
- Extends product reliability and service life.
Thorough thermal analysis lets a recycling facility produce material that meets demanding industrial requirements while keeping manufacturing quality consistent.
4.4 Chemical and Material Identification Testing
Chemical analysis confirms the composition and purity of a recycled plastic. Because plastic waste often contains mixed polymers, additives, fillers, pigments, stabilizers, and contaminants, chemical testing helps a manufacturer identify material accurately and confirm it meets required specifications. Without this step, incompatible polymers or contaminants can slip into production, leading to poor mechanical performance, unstable processing, weaker product quality, and higher manufacturing cost.
The main chemical tests are polymer identification, FTIR spectroscopy, carbon black content analysis, carbon black dispersion evaluation, heavy metal analysis, and contamination analysis, and each provides valuable insight into a recycled material's composition and structural integrity.
Polymer Identification
Correct polymer identification underpins effective recycling. Different polymers have distinct chemical structures and processing behavior, and mixing incompatible ones can significantly hurt product quality and processing efficiency. Chemical identification lets a manufacturer verify incoming material, improve sorting accuracy, and keep the recycling process consistent.
Detection of Contaminants
Recycled plastics often contain dust, paper, wood particles, metal fragments, leftover adhesive, incompatible polymer, filler, or other foreign material. Contamination analysis catches these impurities before processing begins, and removing them early reduces equipment wear, prevents defects, and improves overall material quality.
Carbon Black Evaluation
Carbon black is often added to plastic to improve ultraviolet resistance, weatherability, and long term durability. A quality control laboratory checks both the amount and distribution of carbon black in a recycled material, since proper dispersion supports consistent mechanical properties, better ultraviolet protection, and improved appearance.
Heavy Metal Screening
Many regions enforce strict rules on hazardous substances in plastic products. Heavy metal analysis confirms that a recycled material complies with those regulations and with customer requirements, which matters especially for plastics destined for electrical equipment, consumer goods, toys, packaging, and medical use.
Benefits of Chemical Analysis
- Accurate polymer identification.
- Better material sorting and classification.
- Early detection of contaminants.
- Verification of regulatory compliance.
- Improved product consistency.
- More stable processing.
- Greater confidence in recycled material quality.
Chemical analysis is, in the end, a necessary step toward producing recycled plastic that is safe, reliable, and consistently high quality.
4.5 Appearance and Performance Evaluation
Physical, mechanical, thermal, and chemical testing determine how a recycled plastic performs functionally, but appearance and performance testing confirms that a finished product also meets customer expectations for looks and usability. Consumer goods, packaging, household products, and automotive parts all depend on consistent color, surface quality, odor, and overall appearance, and even a material that passes every mechanical specification can still be rejected on looks alone.
This category generally covers color measurement, odor evaluation, water absorption, and volatile matter analysis, complementing the other tests by capturing qualities that shape both appearance and long term performance.
Color Consistency
Uniform color matters for both product appearance and brand identity. Color measurement lets a manufacturer compare each production batch against a reference standard, confirming that recycled material produces finished goods with a consistent look.
Odor Assessment
Leftover contaminants, additives, or degradation products can give recycled plastic an unpleasant smell. Odor evaluation helps a manufacturer flag unsuitable raw material and confirm that cleaning and recycling steps are working as intended, which matters most for food packaging, household products, toys, and other consumer goods.
Water Resistance
Some recycled plastics face humid environments or direct water contact during use. Water absorption testing measures how well a material resists moisture uptake, helping a manufacturer judge dimensional stability, mechanical performance, and long term durability.
Volatile Matter Evaluation
Leftover solvents, moisture, oils, or other volatile substances can affect both processing and final product quality. Volatile matter analysis identifies these unwanted substances before they cause surface defects, odor, or reduced performance during manufacturing.
Benefits of Appearance and Performance Testing
- Keeps product appearance consistent.
- Improves customer satisfaction.
- Reduces cosmetic defects.
- Supports broader quality assurance efforts.
- Strengthens brand reputation.
- Confirms reliable performance in real world use.
Combined with physical, mechanical, thermal, and chemical testing, appearance evaluation rounds out a complete picture of recycled plastic quality, one that satisfies both technical and commercial requirements.
5. Essential Laboratory Equipment for Plastic Recycling Quality Control
A capable quality control laboratory needs instruments that can evaluate material flow, mechanical strength, thermal behavior, chemical composition, color consistency, and contamination. The exact mix of equipment depends on which recycled polymers a facility handles and what quality requirements its products must meet, but together these instruments provide a full quality assessment throughout the recycling process.
5.1 Benefits of a Well Equipped Quality Control Laboratory
Building a comprehensive quality control laboratory delivers real operational and commercial advantages for a plastic recycling facility. Routine testing lets a manufacturer spot material variation before production even begins, heading off quality problems that could otherwise lead to rejected product or unhappy customers.
A properly equipped laboratory helps a manufacturer to:
- Verify the quality of incoming raw material.
- Identify contamination and mixed polymers.
- Track consistency between production batches.
- Optimize processing conditions.
- Improve production efficiency and machine performance.
- Reduce material waste and manufacturing defects.
- Support product development and material selection.
- Comply with ASTM, ISO, and customer specifications.
- Increase product reliability and customer satisfaction.
- Strengthen quality assurance and continuous improvement efforts.
When laboratory testing becomes part of daily production, a recycling company can improve both its operational efficiency and its long term profitability while consistently producing high quality recycled plastic.

Figure 2. Finished products manufactured from recycled plastic.
6. Materials Covered
The quality control procedures described in this article apply broadly to the recycled thermoplastic materials used across commercial and industrial manufacturing. Individual processing conditions differ by polymer, but the underlying testing principles hold across most recycling operations.
6.1 Recycled Polyethylene (PE)
Polyethylene is one of the most widely recycled plastics, available in several forms including low density polyethylene, linear low density polyethylene, and high density polyethylene. These materials show up in packaging film, bottles, pipe, and household products, and quality control for them centers on flow properties, density, contamination, and mechanical performance.
6.2 Recycled Polypropylene (PP)
Recycled polypropylene sees heavy use in automotive parts, household appliances, furniture, woven bags, packaging, and consumer goods. Mechanical strength, thermal stability, and impact resistance rank among the most important qualities checked during laboratory testing.
6.3 Recycled Polyvinyl Chloride (PVC)
PVC is widely used in pipe, cable insulation, window profiles, flooring, and other construction materials. Quality evaluation typically covers thermal stability, density, contamination, and mechanical testing to confirm consistent processing performance.
6.4 Recycled Polyethylene Terephthalate (PET)
PET is recycled mainly from beverage bottles, food containers, fibers, and packaging. Since PET is highly sensitive to moisture, quality control for it emphasizes moisture analysis, thermal properties, viscosity related characteristics, and contamination detection.
6.5 Recycled Acrylonitrile Butadiene Styrene (ABS)
ABS is commonly recovered from electronics, automotive parts, and household appliances. Laboratory testing for ABS focuses on mechanical strength, thermal behavior, impact resistance, and polymer identification.
6.6 Recycled High Impact Polystyrene (HIPS)
HIPS shows up frequently in appliance housings, packaging, disposable products, and refrigeration liners. Quality control for it centers on impact performance, dimensional stability, and appearance.
6.7 Recycled Engineering Plastics
Engineering plastics such as polyamide, polycarbonate, polyoxymethylene, and polybutylene terephthalate call for thorough quality evaluation because of the demanding applications they serve. Thermal analysis, moisture testing, mechanical evaluation, and chemical identification are all essential to maintaining their high performance characteristics.
6.8 Recycled Plastic Compounds and Polymer Blends
Many manufacturers work with custom compounds that include fillers, reinforcing fiber, pigment, stabilizers, or other additives. These materials call for complete laboratory evaluation to confirm that every component stays evenly distributed and that the finished compound meets its performance specification.
7. Conclusion
Plastic recycling has become a pillar of sustainable manufacturing, cutting waste, conserving valuable natural resources, and feeding the circular economy. None of that works, though, without consistent material quality, and consistent quality only comes from a thorough quality control program.
A properly equipped laboratory gives manufacturers the physical, mechanical, thermal, chemical, and visual data they need at every stage of production, catching material variation, spotting contamination, optimizing processing conditions, and confirming compliance with international standards before material ever reaches the line.
Beyond ensuring product quality, effective laboratory testing supports higher manufacturing efficiency, lower production cost, less waste, stronger customer confidence, and better long term product reliability. As recycling technology keeps advancing and quality expectations keep rising, investing in a modern quality control laboratory will remain essential for producing high performance recycled plastic that meets the demands of today's global manufacturing industry.
A structured quality control system is not simply a testing requirement. It is a strategic investment, one that lets recycling companies deliver consistent, reliable, and sustainable plastic products while strengthening their position in an evolving marketplace.
